ОПЫТ ВНЕДРЕНИЯ ПЛАЗМЕННОЙ ЗАКАЛКИ
ДЛЯ ПРОДЛЕНИЯ СРОКА СЛУЖБЫ ДЕТАЛЕЙ МАШИН
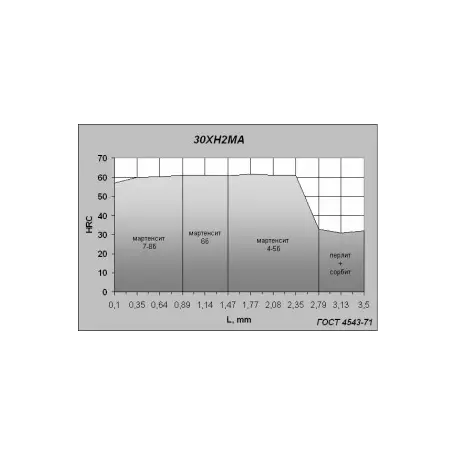
В сфере поверхностного упрочнения металлических изделий плазменное воздействие концентрированными источниками энергии находит всё более широкое применение. Но зачастую подходы конструкторов к проектированию деталей с износостойкой рабочей поверхностью по закалке ограничиваются требованиями по применению ТВЧ, цементации или азотирования. Накопленный опыт внедрения плазменной закалки свидетельствует о высокой экономической эффективности её использования. Особенно когда предприятие-заказчик является конечным потребителем и комплексно осуществляет упрочнение и эксплуатацию изделий. Технологически грамотное применение плазменной закалки может существенно расширить перечень упрочняемых деталей. Так, эта технология позволяет термообрабатывать детали различных типоразмеров, как с относительно простой геометрией (прокатные валки, валы, колёса, бандажи, шкивы и т.п.) в автоматическом режиме, так и поверхности с развитым профилем (шестерни, гравюры штампов, звёздочки, шлицевые соединения и т.п.) в ручном и автоматическом режимах. Плазменная закалка без оплавления не ухудшает параметров поверхности после механической обработки, поэтому эффективно встраивается в технологический процесс изготовления или ремонта деталей в качестве финишной операции. Широкая гамма упрочняемых плазменной закалкой железоуглеродистых сплавов – от низкоуглеродистых сталей до чугунов – требует внедрения установок, обеспечивающих широкий диапазон регулирования мощности, длины и сосредоточенности плазменной дуги. Последнее поколение установок, разработанных кафедрой, полностью отвечает этим требованиям. Эти установки более мощные, и позволяют закаливать детали на глубину более 2 мм. В качестве примера на рис.1 показаны данные по глубине, твердости и структуре зоны закалки на образце из стали 30ХН2МА.
Рис. 1.
Одна из таких установок, предназначенная для закалки ручным инструментом (УПЗР1) показана на рис. 2. Номинальный рабочий ток – 220 А. Масса установки – не более 160 кг, напряжение питающей сети – 380 В, мощность – не более 20 кВА, расход плазмообразующего газа (аргона) составляет не более 10 л/мин. Производительность УПЗР1 – 180…300 см2 обрабатываемой поверхности в минуту.
Рис. 2.
Принцип действия УПЗР заключается в создании при помощи источника питания, осциллятора и плазмотрона плазменной (сжатой) дуги прямого действия. За счет теплового воздействия дуги при перемещении держателя с плазмотроном относительно обрабатываемой поверхности получается закаленная полоса, ширина которой регулируется расстоянием от торца плазмотрона до изделия и напряжением на электромагнитной катушке сканирующего устройства. В целях расширения технологических возможностей установки предусмотрена также обработка плазменной дугой комбинированного действия. При этом в плазмотроне горят одновременно две дуги (между катодом и соплом плазмотрона и между катодом и поверхностью детали), электрическая мощность каждой из них регулируется независимо, что позволяет в широких пределах варьировать тепловложение.
Согласно результатам производственных испытаний закаленных подобной установкой трефовых шеек (сталь 45) валков пильгерстана Северского трубного завода, износостойкость после плазменной закалки возросла в три раза, срок службы закалённых деталей увеличился на 30% (Рис. 3).
Рис. 3.
С помощью этой установки для ОАО «ПРОМКО» производится закалка вставок штампов пресса PKZe-800 для производства шаров стальных мелющих (Рис. 4). В результате поверхностного упрочнения гравюр стойкость штампов увеличилась в 2,7 раза.
Рис. 4.
В три раза возрос срок службы закаленных с помощью УПЗР-1 лопаток дробомета (сталь 45) в ОАО «Металлист» (г. Качканар) с увеличением твердости от 26..30 до 50 HRC (Рис 5.).
Рис. 5.
В ОАО «Северский трубный завод» с помощью УПЗР-1 проводилось упрочнение зубчатого колеса сталь 45Л непосредственно на кране цеха переработки металлолома (рис. 6). До закалки колесо было аварийно заменено на неупрочненное. Плазменная термообработка увеличила твёрдость с HB 200 до 51 HRC.
Рис. 6.
Для ООО «Уралпромтехсервис» (г. Екатеринбург) осуществлялась плазменная закалка плоскостей направляющих (сталь ШХ15) от HB 250 до 60 HRC (рис. 7)
Рис. 7.
Такая установка успешно работает на Бийском механическом заводе. В 2012 году установку УПЗР-1 приобрел Комбинат «Североникель» Кольской горно-металлургической компании (г. Мончегорск).
В 2011 году была создана установка УПЗР-2 с использованием инверторных источников питания дуги, она позволяет упрочнять ручным инструментом более мелкие детали, например, шестерни с модулем 3. Номинальный рабочий ток – 150 А. Масса УПЗР-2 – не более 80 кг, напряжение питающей сети – 220 В, потребляемая мощность – 12 кВА. Производительность – 30…120 см2 обрабатываемой поверхности в минуту.
Успешно обрабатывались такой установкой шлицевые соединения эджерных валов из стали 5ХНМ для ОАО «ЕВРАЗ НТМК» от 37 до 58 HRC (Рис. 8,9).
Рис. 8.
Рис. 9. (х 2)
Установкой УПЗР-2 упрочнялись захваты из чугуна СЧ30 для ООО «Югсон-сервис» (г. Тюмень) от 40 до 60 HRC (рис.10).
Рис. 10
Установки для плазменной закалки в ручном режиме позволяют упрочнять детали шлицевых соединений, шпоночные пазы, зубья шестерен, гравюры штампов и другие изделия с рабочими поверхностями сложной формы, но результаты закалки, особенно стабильность свойств обработанной поверхности, в значительной мере определяются квалификацией и опытом оператора.
Этот недостаток позволяют преодолеть установки плазменной закалки в автоматическом режиме. Например, установка УПЗА-1 (Рис. 11) для обработки поверхности деталей, представляющих собой тела вращения, с использованием стандартного механического оборудования (станков, манипуляторов, вращателей и т.п.) для позиционирования детали и (или) плазмотрона.
Рис. 11.
В качестве генераторов дуги используются плазмотроны прямого действия, т.е. плазменная дуга горит между катодом плазмотрона и упрочняемым изделием. Номинальное напряжение питающей сети – 380 В, номинальный рабочий ток – 300 А, потребляемая мощность не более 40 кВА, масса не более 300 кг. Установка снабжена блокировками и предохранительными устройствами, исключающими дефекты закалки и выход плазмотрона из строя при неполадках с водо и газоснабжением, а также при сбоях в работе станка, перемещающего обрабатываемую деталь.
На производственной площадке ООО «ТУР-1» (г. Пермь) посредством УПЗА-1 упрочнялись ребристые ролики (сталь 50) раскатного поля стана 5000 для Магнитогорского металлургического комбината с увеличением твердости от 27 HRC до 59 HRC (Рис.12).
Рис. 12.
С помощью такой установки упрочнялись многие детали в ОАО «Северский трубный завод» (г. Полевской). В том числе шаблоны технологические, (сталь 32Г2), срок эксплуатации которых после плазменного упрочнения повысился на 40% (Рис. 13). Плазменная закалка увеличила твердость рабочей поверхности от HB 180 до 50 HRC.
Рис. 13.
Такие установки нашли своё применение при закалке дистанционных колец для ОАО «Уралмашзавод», (сталь 34ХН1М) с повышением твердости от 33..35 до 59 HRC, при упрочнении ручьев шкивов (сталь 45), для ЗАО «Уралмаш Буровое Оборудование» с увеличением твёрдости от 27 до 52 HRC, валов сталь 40Х с повышением твердости от HB 236 до 52 HRC для ОАО «СПЕЦНЕФТЕХИММАШ» (г. Краснокамск) и др.
Из наиболее примечательных вариантов технологических решений по упрочнению установкой УПЗА следует отметить закалку штоков толкателя пресс-ножниц (производства Франции) на ОАО «Трубная металлургическая компания» г. Полевской (рис. 14). Длина штока более 9 метров, диаметр – 180мм. Он был изготовлен для аварийной замены из стали 21ХМФА. Плазменной закалкой удалось увеличить твердость поверхностного слоя с HB 130 до 40 HRC без продольной деформации штока, и пресс-ножницы продолжают бесперебойную работу вот уже более двух лет.
Рис. 14.
Установки УПЗА были изготовлены и поставлены для Полтавского Горно-обогатительного комбината (г. Комсомольск, Украина), ООО НПО Техногрупп (г. Волгоград), Механический завод (г. Бийск). Такие установки эффективно работают при закалке гребней бандажей локомотивов на Лебединском и Качканарском горно-обогатительных комбинатах.
Конструкция установок для плазменной закалки основана на использовании узлов и блоков современного серийного сварочного оборудования, что обеспечивает малые габариты, мобильность, высокую эксплуатационную надежность, простоту эксплуатации и обслуживания.
В 2012 году сотрудниками лаборатории плазменных процессов Нижнетагильского технологического института была создана и успешно испытана универсальная установка плазменной закалки в ручном и автоматическом режиме УУПЗ-1 (Рис. 15). С помощью этого оборудования появилась возможность упрочнять практически любые детали как с относительно простой геометрией, так и поверхности с развитым профилем. В качестве источника плазменной дуги в УрФУ был разработан и изготовлен инверторный выпрямитель. Напряжение питающей сети – 380 В, номинальный рабочий ток — 350 А, КПД установки – 0,9; масса – не более 40 кг.
Рис. 15.
Мобильность УУПЗ-1 позволяет проводить закалку с выездом на производственную площадку заказчика. Так, например, в ООО «Уралтехпромсервис» (г. Екатеринбург) проводилась термообработка валов (сталь 40Х) с увеличением твердости от 27 до 62 HRC (рис. 16). Диаметр вала 170 мм, длина 3500 мм.
Рис. 16.
Для ОАО «СПЕЦНЕФТЕХИММАШ» (г. Краснокамск) упрочнялись шлицы и шейки валов (сталь 40Х) от 25 до 52 HRC (Рис. 17).
Рис. 17.
Все перечисленные установки удовлетворяют условиям промышленной эксплуатации и отвечают требованиям по экологии и безопасности к проведению работ по аргонодуговой сварке.
Внедрение таких установок не требует существенных капитальных затрат. Необходима организация одного или нескольких рабочих мест (в зависимости от желаемых объемов внедрения), подобных рабочим местам для аргонодуговой сварки, Рабочее место должно быть обеспечено источником и сливом водопроводной воды для охлаждения плазмотрона.
Безналичный расчёт
Наличный расчёт
Наложенный платеж
Предоплата
Новая Почта
Самовывоз
Интайм
Автолюкс
Гюнсел
Ночной Экспресс